
| 
|
|
|
|
Непосредственное взаимодействие этих трех основных факторов и образует содержание производственного процесса.
Принципы рациональной организации
принцип прямоточности, обеспечивающий кратчайший путь движения предметов труда от запуска сырья или полуфабрикатов до получения готовой продукции;
принцип непрерывности, предусматривающий максимальное сокращение перерывов между операциям;
принцип ритмичности, означающий, что весь производственный процесс и составляющие его частичные процессы по изготовлению заданного количества продукции должны строго повторяться в равные промежутки времени;
принцип технической оснащенности, ориентированный на механизацию и автоматизацию производственного процесса, устранение ручного, монотонного, тяжелого, вредного для здоровья человека труда.
Содержание производственного процесса
Производственный процесс включает ряд технологических, информационных, транспортных, вспомогательных, сервисных и других процессов.
Производственные процессы состоят из основных и вспомогательных операций. К основным относятся операции, которые непосредственно связаны с изменением форм, размеров и внутренней структуры обрабатываемых предметов, и сборочные операции. Вспомогательными являются операции производственного процесса по контролю качества и количества, перемещению обрабатываемых предметов.
Совокупность основных операций называют обычно технологическим процессом. Он составляет основную часть производственного процесса. Характер технологического процесса в наибольшей степени определяет организационные условия производства построение производственных подразделений, характер и размещение складов и кладовых, направление и протяженность транспортных маршрутов.
Операция часть производственного процесса, выполняемая на одном или нескольких рабочих местах, одним или несколькими рабочими (бригадой) и характеризуемая комплексом последовательных действий над определенным предметом труда.
Основными параметрами производственного процесса являются темп и такт операции. Темп операции это число предметов, запускаемых на операцию (или выпускаемых с нее) за единицу времени. Темп операции (оп) определяется отношением однократного запуска (выпуска) операции (оп) к ее такту (оп):
где t продолжительность выполнения операции; k число рабочих мест для выполнения операции.
Такт операции это время, в течение которого с операции выпускается предмет труда или партия:

Классификация производственных процессов
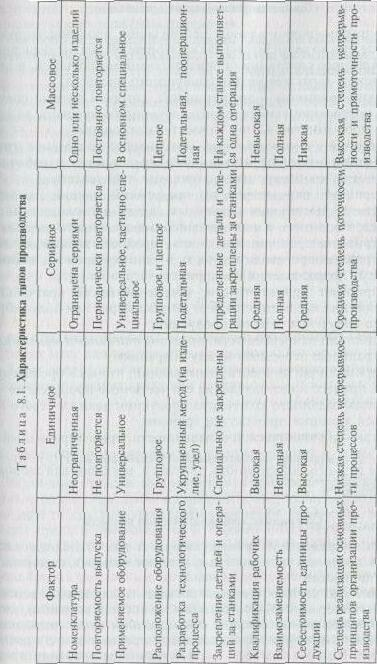
Различные отрасли промышленного производства, как и предприятия одной отраслевой принадлежности, значительно отличаются друг от друга по характеру создаваемой продукции, используемых средств производства и применяемых технологических процессов. Эти различия порождают исключительное многообразие производственных процессов, протекающих на предприятиях. Важнейшими факторами, определяющими специфику производственных процессов в промышленном производстве, являются: состав готового продукта, характер воздействия на предметы труда (технологический процесс), степень непрерывности процесса, значение различных видов процессов в организации производства продукции, тип производства.
Готовый продукт влияет на производственный процесс своей конструкцией (сложностью и размерами форм), а также требуемой точностью составных частей, физическими и химическими свойствами.
С точки зрения организации производства большое значение имеет также количество компонентов изготовляемого продукта. По этому признаку все производственные процессы разделяются на процессы производства простых и сложных продуктов. Производственный процесс изготовления сложного продукта образуется в результате сочетания ряда параллельных процессов производства простых продуктов и называется синтетическим. Процессы, в результате которых из одного вида сырья получают несколько видов готовой продукции, называются аналитическими.
Чем сложнее продукт и разнообразнее методы его изготовления, тем сложнее и организация производственного процесса.
Преобладание на предприятии того или иного типа процесса производства оказывает большое влияние на его производственную структуру. Так, при синтетических процессах имеет место разветвленная система заготовительных цехов, в каждом из которых происходит начальная переработка сырья и материалов. Затем процесс переходит в более узкий круг обрабатывающих цехов и завершается одним выпускающим цехом.
В этом случае весьма трудоемки работы по материально-техническому обеспечению, внешнему и внутризаводскому кооперированию, управлению заготовительным производством.
При аналитическом процессе один заготовительный цех передает свои полуфабрикаты в несколько обрабатывающих и выпускающих цехов, специализирующихся на изготовлении различного рода продукции. В этом случае предприятие производит значительное число различных видов продукции, имеет большие и разветвленные связи по сбыту, на таких предприятиях обычно развиты побочные производства,
По характеру воздействия на предметы труда производственные процессы разделяются на механические, физические, химические и т.д. По степени непрерывности на непрерывные (отсутствуют перерывы между различными операциями) и дискретные (с технологическими перерывами).
По стадии изготовления готового продукта выделяют заготовительные, обрабатывающие и отделочные производственные процессы.
По степени технической оснащенности бывают ручные, частично и комплексно-механизированные.
4. Производственный цикл
Производственный цикл один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия. На его основе, например, устанавливаются сроки запуска изделия в производство с учетом сроков его выпуска, рассчитываются мощности производственных подразделений, определяется объем незавершенного производства, и осуществляются другие планово-производственные расчеты.
Производственный цикл изготовления изделия (партии) представляет собой календарный период нахождения его в производстве от запуска исходных материалов и полуфабрикатов в основное производство до получения готового изделия (партии).
Структура цикла
Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в изготовлении изделий ( 8.2).
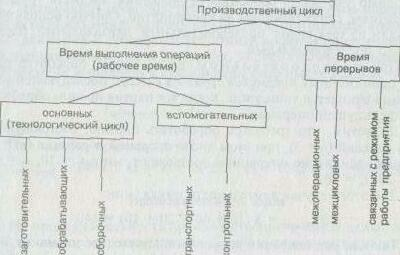
8.2. Структура производственного цикла
Время выполнения основных операций обработки изделий составляет технологический цикл и определяет время, в течение которого осуществляется прямое или косвенное воздействие человека на предмет труда.
Перерывы могут быть разделены на две группы: 1) перерывы, связанные с установленным на предприятии режимом работы, нерабочие дни и смены, междусменные и обеденные перерывы, внутрисменные регламентированные перерывы для отдыха рабочих и т.п.; 2) перерывы, обусловленные организационно-техническими причинами, ожидание освобождения рабочего места, ожидание на сборке комплектующих узлов и деталей, неравенство производственных ритмов на смежных, т.е. зависимых друг от друга, рабочих местах, отсутствие энергии, материалов или транспортных средств и т.д.;

При расчете длительности производственного цикла учитываются лишь те затраты времени, которые не перекрываются временем технологических операций (например, затраты времени на контроль, транспортирование изделий). Перерывы, вызванные организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментами, нарушение трудовой дисциплины и т.п.), при расчете плановой длительности производственного цикла не учитываются.
При расчете продолжительности производственного цикла необходимо учитывать особенности движения предмета труда по операциям, существующим на предприятии. Обычно используется один из трех видов; последовательный, параллельный, параллельно-последовательный.
При последовательном движении обработка партии одноименных предметов труда на каждой последующей операции начинается лишь тогда, когда вся партия прошла обработку на предыдущей операции.
Допустим, что требуется обработать партию, состоящую из трех изделий (п = 3), при этом число операций обработки (т = 4), нормы времени по операциям составляют, мин: t1 = 10, t2 = 40, t3 = 20, t4=10.