
| 
|
|
|
|
Совокупность частичных процессов образует структуру производственного процесса.
Сборку изделия называют сложным процессом. Его также можно разбить на ряд последовательно выполняемых операций, в результате которых из отдельных деталей составляют сборочные единицы и в конечном итоге - готовое изделие [2].
Основные задачи в организации производственного процесса: определить цикл простого процесса при различных видах движения партии деталей (заготовок); определить цикл сложного процесса; создать оптимальную планировку на производственных площадях оборудования и других средств технологического оснащения для реализации производственного процесса.
В рамках данного практического занятия решается задача определения цикла простого процесса при различных видах движения партии деталей (заготовок) в производстве.
Производственный процесс в первую очередь характеризуется производственным циклом Тп - интервалом календарного времени от начала до окончания процесса изготовления детали.
Производственный цикл является суммой технологического цикла, времени перерывов в производстве в связи с регламентом работы и пролеживани-ем заготовки или изделий между операциями.
Основная часть производственного цикла - технологический цикл Тт, состоящий из операционных циклов Топ1. Операционный цикл - это продолжительность законченной части технологического процесса, выполняемой на одном рабочем месте:
Топ 1 = n ¦ Тшт.к / ю , (39)
где n - размер партии деталей (заготовок), шт; Тшт.к - штучно-калькуляционное время (норма времени) на операцию, мин/шт; ю1 - число рабочих мест на операции, шт.
Технологический цикл многооперационного процесса не является арифметической суммой операционных циклов. Его длительность зависит от способа передачи деталей (заготовок) с операции на операцию (вида движения): последовательного, параллельно-последовательного, параллельного.
При последовательном виде движения вся партия заготовок передаётся на последующую операцию лишь после окончания обработки всех заготовок на предыдущей операции. Длительность цикла технологического процесса в этом случае определяется суммой операционных циклов
(40)
Ттпос = n ¦ I Тшт.к: /
т.пос
где u - количество операций технологического процесса.
Длительность производственного цикла Тп.пос включает кроме того, естественные процессы Те, межоперационные перерывы Тмо и перерывы, связанные с режимом работы Треж :
u
IТ
- ! шт.к. 1=1 1
(41)
/ Wi + Те + u - Тмо + Т
Тп
реж
Для определения производственного цикла в календарных днях следует принимать во внимание длительность рабочей смены Тсм, число смен в сутки f и соотношение между рабочими и календарными днями в году к. Количество рабочих дней ежегодно изменяется, но в расчетах можно принимать к 258 / 365 0,706 [8] .
Таким образом, производственный цикл, выраженный в календарных днях, определяется формулой
Т
/ wi + u ¦ Тмо + ^24 - (42)
п.пос
шт.к1
Тсм ¦ f ¦ к
V i=1
При параллельно-последовательном виде движения детали (заготовки) с операции на операцию передаются транспортными партиями пт, или поштучно (пт = 1). При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия п обрабатывается на каждой операции без перерывов. Длительность технологического цикла Тт.пп в этом случае меньше, чем при последовательном виде движения, на суммарную величину совмещения операционных циклов:
u-1
Тт.пп Тт.пос IT1 ,
1=1
а длительность производственного цикла
u u-1
Тп.пп = п ¦ IТ
(43)
(44)
/ W1 - ІТ1 + u ¦ Тмо + Те + Треж, 1=1
- ! шт.к-1=1 1
где т1 - время совмещения смежных операций, мин.
Этот вид движения, сокращая время пролеживания, уменьшает продолжительность всего процесса. Степень параллельности работ в производственном цикле характеризуется коэффициентом параллельности
Кп.п = Тп.пп / Тп.пос . (45)
Следует учитывать соотношение операционных циклов на предыдущей и последующей операциях. Если операционный цикл на предыдущей операции меньше, чем на последующей, т. е. Топ.
Топ. обработка транспортной партии на последующей операции возможна сразу после окончания обработки её на предыдущей, так как будет создан необходимый задел, обеспечивающий непрерывную работу на последующей операции. В этом случае для двух смежных операций длительность цикла
Т = Т
т.пп т
при этом
Іт.пос Т1 ;
Тшт.к 1 / W1 (п п т)^ Тшт.к 1 / W1 .
/ W1
шт.к
Если операционный цикл на предыдущей операции больше, чем на последующей, т. е. Топ Топ, то после обработки транспортной партии на предыдущей операции её нельзя сразу передать на последующую, поскольку не будет создан задел для обеспечения непрерывной работы. Начало обработки на последующей операции определяют из условия, что последняя транспортная партия после обработки на предыдущей операции немедленно передаётся на последующую. Тогда для двух смежных операций длительность цикла
Тт.пп Тт.пос ТІ ;
но в этом случае
ТІ = П ' Тшт.кІ +1 / ЮІ + 1 Пт ' Тшт.кІ+1 / ЮІ + 1 = (п ПТ ) ' Тшт.кІ+1 / ЮІ + 1 .
Сравнение значений Тшт.к/ ю при определении величины совмещения для двух случаев показывает, что они соответствуют операции с более коротким операционным циклом. Следовательно,
ТІ (п Пт) ' (Тшт.кІ / ®і) ШІП .
Подставляя значение ті в формулы (43) и (44), получим:
- технологический цикл
Тп.пп = П ' іТ / Ю -(п - Пт)' ЕТі(Тштк¦/Ю) - ;
. , шт.к. 4 , 14 Ш1К1 ^ШІП
І=1 1 i=1
u-1 (46)
- производственный цикл
- , шт.к-
І=1 1
Тп.пп = П 'і Тштк / юі - (П - ПТ)' іТІ (Тшт.к1/ Юі )шіп+ U ' Тмо + Те + Треж. (47)
Производственный цикл в календарных днях при параллельнопоследовательном виде движения
Т+ -*¦. (48) 24
іТшт.к- /ЮІ -(П - ПТ)' іКт.к- /ЮІ)ШІП + u ' Т i=1 i=1
При параллельном виде движения транспортные партии передаются на следующие операции сразу после окончания их обработки на предыдущих операциях. В этом случае обеспечивается наиболее короткий цикл. В случае па
Т =
п. пп
мо
раллельного вида движения транспортных партий технологический цикл
Тт.пар (П Пт)' (Тшт.кі /ЮІ)шах + Пт іТшт.к- /ЮІ ,
І=1
u-1
Ю) + пТіТштк /ю , (49) а производственный цикл
І=1
Тт.пар = (П Пт)' (Тшт.кі /ЮІ)шах + Пт іТшт.кі /ЮІ + u ' Тмо + Те + Треж . (50)
Производственный цикл в календарных днях при параллельном виде движения
Т+ -^. (51) 24
(П П Т ) ' (Т шт.к 1 / ЮІ )Шах + П Т Тшт.к 1 / ЮІ + u ' Тмо
Т =-
п. пп
Тсм ' f ' к
Каждый из трёх рассмотренных способов (видов) движения предметов труда имеет свои достоинства и недостатки. Основным преимуществом последовательного вида движения является простота его организации в отношении планирования движения предметов труда и загрузки рабочих мест. Недостаток заключается в относительно большой длительности производственного цикла.
Эта последняя при параллельно-последовательном виде движения короче, чем при последовательном, но в этом случае достаточно сложны предварительные расчеты при планировании производства и оперативное регулирование и управление им. Основное преимущество параллельного вида движения заключается в минимальной длительности цикла, а недостаток - в неизбежных простоях оборудования при нарушении ритмичности и синхронизации процесса.
При выборе вида движения предметов труда необходимо учитывать специфику и форму организации производства на каждом предприятии с целью обеспечения минимальной длительности производственного цикла при минимальных затратах и достаточной простоте управления производством.
Требуется определить длительность технологического и производственного циклов обработки партии заготовок из 15 шт. и построить графики производственных процессов при различных видах движения.
Величина транспортной партии равна пяти заготовкам; нормы времени по операциям соответственно 2,0; 3,0; 4,5; 2,0; 1,0 мин/шт. На пятнадцатой операции установлено два станка, на остальных - по одному.
Среднее межоперационное время перерывов - 2 мин. Работа производится в две смены.
Длительность смены - 8 ч., длительность естественных процессов - 30 мин.
Пример расчета.
Для последовательного вида движения предметов труда операционный цикл определяют по зависимости (39):
Топ5 = 15 - 2 / 1 = 30 мин.; Топ10 = 15 - 3 / 1 = 45 мин.; Топ15 = 15 - 4,5 / 1 = 33,7 мин.; Топ20 = 15 - 2 / 1 = 30 мин.; Топ25 = 15 - 1 / 1 = 15 мин.
Технологический цикл рассчитывают по формуле (40):
Тт.пос = 15 (2/1 + 3/1 + 4,5/2 + 2/1 + 1/1) = 153,75 мин. Производственный цикл в календарных днях находят по формуле (42): Тп.пос = 1/480-2-0,706 - [15 (2/1 + 3/1 + 4,5/2 + 2/1 + 1/1) + 2-5] + 30/24-60 = 0,26 дня .
По результатам расчётов строят график производственного цикла при последовательном виде движения (рис. 11, а).
Для параллельно-последовательного вида движения операционные циклы будут такими же, как и в предыдущем случае, а технологический цикл устанавливают по зависимости (46):
Тт.пп = 153,75 - (15 - 5) (2/1 + 4,5/2 + 2/1 + 1/1) = 81,25 мин.
Производственный цикл в календарных днях находят по формуле (48)
Тшш = 1/480-2-0,706 - [153,75 - (15 - 5) (2/1 + 4,5/2 + 2/1 + 1/1) + 2 - 5] + 30/24-60 = 0,17 дня.
В этом случае при построении графика производственного цикла следует учесть соотношение операционных циклов на предыдущих и последующих операциях, для чего определяют величину совмещения операционных циклов т по формуле
Ті (n - Пт) - (Тшт.кі / ®i) min -
В парах операций (5 - 10), (10 - 15), (15 - 20), (20 - 25) меньший операционный цикл имеют операции 5, 15, 20, 25, следовательно i = 5, 15, 20, 25. т5 = (15 - 5) - 2/1 = 20 мин.; т15 = (15 - 5) - 4,5/1 = 22,5 мин.;
т2о = (15 - 5) - 2/1 = 20 мин.; т25 = (15 - 5) - 1/1 = 10 мин.
По полученным результатам строят график производственного цикла при параллельно-последовательном виде движения (рис. 11, б).
При параллельном виде движения длительность технологического цикла определяют по зависимости (49):
Тт.пар = (15 - 5) - 3/1 + 5 (2/1 + 4,5/2 + 2/1 + 1/1) = 66,25 мин.
Производственный цикл в календарных днях находят по зависимости (51): Тппар = 1/480 - 2 - 0,706 - [(15 - 5) - 3/1 + 5 (2/1 + 4,5/2 + 2/1 + 1/1) + 2 - 5] + 30/24^60 = 0,15 дня.
При построении графика производственного цикла с параллельным видом движения сначала отмечают последовательную обработку первой транспортной партии без задержки по всем операциям (рис. 11, в).
После этого на графике отражают непрерывную обработку всех остальных передаточных партий на операции с максимальным операционным циклом (10 операция). Затем определяют момент начала и окончания обработки каждой партии на остальных операциях с учётом времени межоперационного пролеживания.
Индивидуальное задание студентам выдает преподаватель в виде чертежа или эскиза, по которому студент разрабатывает технологический процесс и определяет длительность технологического и производственного циклов обработки партии заготовок и строит графики производственных процессов при последовательном, параллельно-последовательном и параллельном видах движения.
В машиностроении и ряде других отраслей промышленности используют разнообразные механизированные поточные линии. Классификация поточных линий определяется рядом признаков, в соответствии с которыми можно выделить, например, однономенклатурные и многономенклатурные линии, синхронизированные линии с рабочим и распределительным конвейерами, линии с регламентированным и со свободным ритмами, с непрерывным и пульсирующим движениями конвейера и т. д. [9 - 11].
В рамках практического занятия 7 решают вопросы организации и расчёта механизированных поточных линий с рабочим конвейером. Для выполнения расчёта следует определиться с параметрами (показателями), достаточно полно характеризующими данный тип поточных линий.
Такт выпуска продукции
Тт = Бс / Пс, (52)
где Бс - суточный фонд времени работы линии, ч, мин; Пс - суточное плановое задание, шт.
Программа запуска Пз.с равна при отсутствии брака программе выпуска Пв.с.
Ритм выпуска продукции
Тр = Пс / Бс.
Такт линии с регламентированными перерывами
где f - число рабочих смен в сутки; Тсм - продолжительность смены, ч; а - планируемые технологические потери (брак), % от Пз.с.
При наличии технологических потерь
Такт линии без регламентированных перерывов
Расчётное число рабочих мест (единиц оборудования) для выполнения i-й операции
где ti ішт-к - норма времени на выполнение і-й операции (штучно-калькуляционное время).
Коэффициент загрузки оборудования на каждой операции
где w^ - фактически принятое число рабочих мест на i-й операции.
Число рабочих на i-й операции
Ri = wif - f / WiH.o, (58)
где wiH.0 - норма обслуживания на i-й операции.
Общее число рабочих на линии
R0 =(1 + Ь/100)-І?яі (59)
i = 1
где Ь - численность (в процентах) дополнительных рабочих на подмену основного состава в случае необходимости (b ~ (2 - 3) %).
Далее для расчёта длительности производственного цикла изготовления детали или сборки изделия определяют параметры, характеризующие непосредственно рабочий конвейер.
Шаг конвейера 10 - это расстояние между осями двух смежных собираемых на конвейере изделий:
где 1об - габаритная длина объекта, м; 1пр - промежуток между объектами на конвейере, (0,2 - 0,3) м.
Скорость движения конвейера
Как правило, ?кв = (0,3 - 2) м/мин.
Нормальная длина зоны каждой операции
Резервная длина зоны i-й операции
где A i - число резервных делений, которое необходимо добавить к 1ні:
(64)
Ai = (timax tiсс )/ Тт; tiсс = (imax + timin )/2,
где ti max, ti min, ti cp - соответственно максимальная, минимальная и средняя продолжительность i-й операции.
Общая длина зоны i-й операции
Длина рабочей части конвейера
где m, m0 - соответственно количество операций со стабильной продолжительностью и с колебаниями её в пределах от ti min до ti max; Wjф - количество рабочих мест на j-й операции со стабильной продолжительностью.
Длительность производственного цикла изготовления на линии детали (изделия)
m mo / \
I ^ф + і(ф + A i j
j=1 i=1
(67)
T = 1 /V = Т Ац ^ к ' v кв т
Количество изготовленных объектов, находящихся одновременно на конвейере,
По =Тц / Тт. (68)
Необходимо рассчитать такт линии, предназначенной для сборки блоков автомобильных двигателей с выпуском 350 шт. в смену. Шаг конвейера - 1,3 м. Регламентированные перерывы составляют 20 мин за смену, продолжительность которой - 8,2 ч; режим работы - двухсменный.
Технологические потери -1,4 % от сменной программы запуска. Продолжительность операций процесса сборки:
| Номер операции | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 |
| Норма времени, мин | 2,6 | 8,3 | 2,4 | 2,6 | 5,5 | 7,8 | 5,2 | 4,8 | 1,2 |
| операции | ti шт-к., мин | Wip, шт. | w^, шт. | Кз.о.ь % | ^нЬ м |
| 5 | 2,6 | 1,95 | 2 | 98 | 2,6 |
| 10 | 8,3 | 6,24 | 6 | 104 | 7,8 |
| 15 | 2,4 | 1,80 | 2 | 90 | 2,6 |
| 20 | 2,6 | 1,95 | 2 | 98 | 2,6 |
| 25 | 5,5 | 4,14 | 4 | 104 | 5,2 |
| 30 | 7,8 | 5,86 | 6 | 98 | 7,8 |
| 35 | 5,2 | 3,91 | 4 | 98 | 5,2 |
| 40 | 4,8 | 3,61 | 4 | 90 | 5,2 |
| 45 | 1,2 | 0,90 | 1 | 90 | 1,3 |
Задание: рассчитать такт линии, предназначенной для сборки изделий и длительность цикла сборки. Величины длительности операций и программы выпуска изделий выбирают из табл.
13; остальные данные берут из примера параграфа 8.2.
Задание, согласно номеру варианта по табл. 13, выдаёт преподаватель.
13. Исходные данные для расчета сменной программы запуска
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| * - Операции, при выполнении которых возможны отклонения до 10 % фактических затрат времени от нормы. |
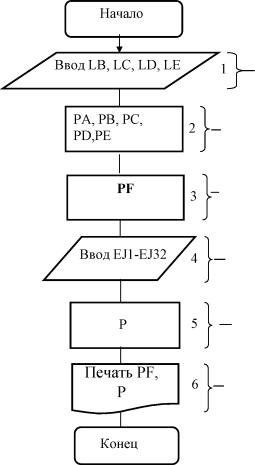
| РФ Eji - Ej32 Рэ Программа МРОМ 2 |
||||||||||||||||||||||||
|
| Окончание приложения 1 | ||||||||||||||||||||||||||||||||||||||||||
|
1. Вайрадян Л. С. Надёжность автоматизированных систем управления /
Л. С. Вайрадян, Ю. Н. Федосеев; Под ред. Я. А. Хетагурова. Ч. 1, 2. - М.:
МИФИ, 1974.
2. Вальков В. М. Автоматизированные системы управления технологическими процессами / В. М. Вальков, В. Е. Вершин. - Л.: Политехника, 1991. -269 с.
3. Трапезников В. А. Автоматическое управление и экономика // Автоматика и телемеханика. - 1966. 1. - С. 5 - 22.
4. Алексеев Г. Н. Энергия и энтропия / Г. Н. Алексеев. - М.: Знание, 1988. - 192 с.
5. Смирнов С. В. Управление машиностроительным предприятием /
С.В. Смирнов, С. Н. Ефимушкин, А. А. Колобов / Под ред. С. Г. Пуртова,
С. В. Смирнова. - М.: Высшая школа, 1989. - 240 с.
6. Родионов Б. Н. Организация, планирование и управление машиностроительным производством: Учеб. пособие для студентов машиностроительных вузов / Б. Н. Родионов, Н. А. Соломатин, Л. Г. Осадчий / Под ред. Б. М. Родионова. - М.: Машиностроение, 1989. - 328 с.
7. Советов Б. Я. Автоматизированное управление современным предприятием / Б. Я. Советов, В. В. Цехановский. - Л.: Машиностроение. Ленингр. отд-ние, 1988. - 168 с.
8. Организация, планирование и управление машиностроительным предприятием: Учебник в 2 ч. Ч. 1. Организация и управление машиностроительным предприятием / Под ред. В. А. Летенко, Б. М. Родионова. - М.: Высшая школа, 1979. - 296 с.
9. Худобин Л. В. Разработка технологических процессов сборки в курсовых и дипломных проектах: Учебное пособие / Л. В. Худобин, В. Ф. Гурьяни-хин, В. Р. Берзин. - Ульяновск: УлГТУ, 1995. - 80 с.
10. Гурьянихин В. Ф. Проектирование технологических процессов обработки заготовок в ГПС: Учебное пособие / Под ред. Л. В. Худобина. - Ульяновск: УлПИ, 1994. - 108 с.
11. Рязанов С. И. Технологические процессы отраслей.
4.3. Нормирование и организация технологических процессов: Методические указания к практическим занятиям по дисциплине Технологические процессы отраслей для студентов направления 521500 - Менеджмент / С. И. Рязанов, Ю. В. Псигин. -Ульяновск: УлГТУ, 1999. - 28 с.